Mit 18 SMD-Linien und einer Lagerfläche von über 3700 m² hält der deutsche Elektronikhersteller Smyczek 180.000 Bauteil-Rollen vor Ort bereit. Nach einem enormen Wachstum in den letzten Jahren wurde die Materiallogistik in der SMD-Fertigung Schritt für Schritt automatisiert.
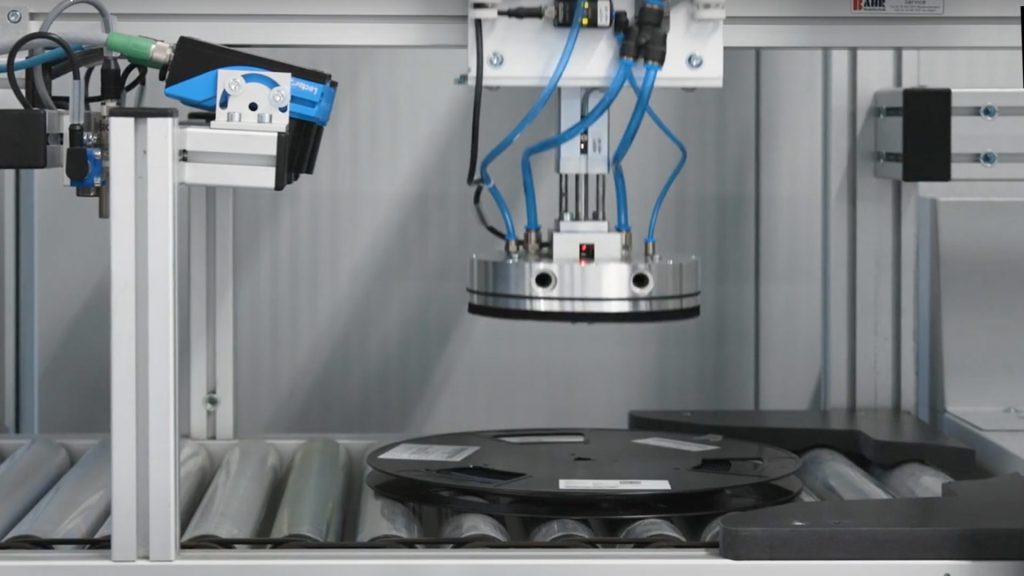
Bei dem jüngsten Projekt werden alle geöffneten Rollen und die am häufigsten benötigten vollen Rollen im Dry Tower gelagert, was bedeutet, dass etwa 80 % der für die Produktion benötigten Materialien über das automatisierte Dry Tower-System abgewickelt werden. Nach dem Entladen werden die Rollen einfach auf einen Wagen gestapelt und in den Trockenturm befördert. Die Protokollierung und Speicherung ist ab diesem Zeitpunkt vollständig automatisiert.
Für das Auslagern der Rollen hat Totech eine völlig neue und einzigartige Lösung entwickelt: Die Rollen werden in einem aufrechten Behälter gestapelt. Dadurch wird sichergestellt, dass bei der Entnahme einer Charge jede Rolle für den Bediener leicht zugänglich ist.
Dieser Prototyp ist derzeit noch ein Einzelstück, sollte aber in naher Zukunft serienreif sein.
Vor der Einführung des Dry Tower wurden 13.000 Rollen verteilt und in 5 Paternoster-Regalen gelagert. Diese mussten dann manuell entnommen, sortiert und zum Rüstplatz gebracht werden. Am Ende der Produktion mussten alle Rollen zunächst nach Paternoster und dann nach Feuchtigkeitsgrad sortiert werden. Die feuchtigkeitsempfindlichen Teile mussten in Vakuumverpackungen eingeschweißt werden. Täglich waren etwa 4000 Ein- und Auslagerungsschritte erforderlich.
Nach dem Umzug in eine größere Produktionshalle in Reute, Deutschland, wurde der Dry Tower eingesetzt, um die Prozesse erheblich zu vereinfachen und die Fehlerquote zu reduzieren.
Heute werden die Rollen automatisch ein- und ausgelagert. Sie werden mit ihrer jeweiligen Anlegetischbezeichnung gekennzeichnet, zu den Rüstplätzen gefahren und können der Linie zugeführt werden. Die teilweise verbrauchten Rollen werden in die Behälter zurückgeführt. Diese werden halbautomatisch an ein fahrerloses Transportsystem übergeben, das sie vollautomatisch zurück in das Lagersystem bringt. Etwa 90 % aller in der SMD-Fertigung benötigten Rollen werden im Dry Tower eingelagert und ohne Wartezeit ausgelagert und wieder eingelagert.
Seit der Installation des Dry Towers konnten die Ein- und Auslagerungsprozesse drastisch reduziert sowie Such- und Wartezeiten minimiert werden. Der hohe Expansionsgrad, den Sick erfahren hat, konnte so ohne zusätzliches Personal bewältigt werden und die Mitarbeiter können sich nun mehr Zeit für wertschöpfende Tätigkeiten nehmen.
Projektbeschreibung
Das Problem bei Zollner war die riesige Menge an Bauteilen, die manuell in Regalen gelagert wurden, und der daraus resultierende totale Platzmangel im Lager. Der Zeitaufwand für die Suche nach benötigten Bauteilen war unpraktisch und Wachstum war nicht mehr möglich. Es gab zwei Möglichkeiten: ein volumenoptimierendes Lagersystem oder der Bau einer neuen Fertigungshalle. Man entschied sich für die automatische Komponentenlagerlösung von Totech – Dry Tower.Projektbeschreibung
Das Problem bei Zollner war die riesige Menge an Bauteilen, die manuell in Regalen gelagert wurden, und der daraus resultierende totale Platzmangel im Lager. Der Zeitaufwand für die Suche nach benötigten Bauteilen war unpraktisch und Wachstum war nicht mehr möglich. Es gab zwei Möglichkeiten: ein volumenoptimierendes Lagersystem oder der Bau einer neuen Fertigungshalle. Man entschied sich für die automatische Komponentenlagerlösung von Totech – Dry Tower.Das Problem bei Zollner war die riesige Menge an Bauteilen, die manuell in Regalen gelagert wurden, und der daraus resultierende totale Platzmangel im Lager. Der Zeitaufwand für die Suche nach benötigten Bauteilen war unpraktisch und Wachstum war nicht mehr möglich. Es gab zwei Möglichkeiten: ein volumenoptimierendes Lagersystem oder der Bau einer neuen Fertigungshalle. Man entschied sich für die automatische Komponentenlagerlösung von Totech – Dry Tower.Durch die Investition in den Dry Tower wurde nicht nur die Lagerfläche um 80% reduziert, sondern auch viele Prozesse optimiert. Die Dry-Tower-Software sorgt dafür, dass das richtige Material zur richtigen Zeit, in der richtigen Menge und am richtigen Aufstellungsort zur Verfügung steht.
Durch die Integration mit der ERP-Software hat der Kunde jederzeit einen Überblick über den Bestand und den Status des MSL Floor Lifetime.
Der Erfolg des Dry-Tower-Projekts in Altenmarkt, Deutschland, hat dazu geführt, dass Zollner eine weitere Dry-Tower-Lösung in seinem Werk in Ungarn installiert hat.Durch die Investition in den Dry Tower wurde nicht nur die Lagerfläche um 80% reduziert, sondern auch viele Prozesse optimiert. Die Dry-Tower-Software sorgt dafür, dass das richtige Material zur richtigen Zeit, in der richtigen Menge und am richtigen Aufstellungsort zur Verfügung steht.
Durch die Integration mit der ERP-Software hat der Kunde jederzeit einen Überblick über den Bestand und den Status des MSL Floor Lifetime.
Der Erfolg des Dry-Tower-Projekts in Altenmarkt, Deutschland, hat dazu geführt, dass Zollner eine weitere Dry-Tower-Lösung in seinem Werk in Ungarn installiert hat.Durch die Investition in den Dry Tower wurde nicht nur die Lagerfläche um 80% reduziert, sondern auch viele Prozesse optimiert. Die Dry-Tower-Software sorgt dafür, dass das richtige Material zur richtigen Zeit, in der richtigen Menge und am richtigen Aufstellungsort zur Verfügung steht.
Durch die Integration mit der ERP-Software hat der Kunde jederzeit einen Überblick über den Bestand und den Status des MSL Floor Lifetime.
Der Erfolg des Dry-Tower-Projekts in Altenmarkt, Deutschland, hat dazu geführt, dass Zollner eine weitere Dry-Tower-Lösung in seinem Werk in Ungarn installiert hat.
SECO entwickelt und fertigt modernste technologische Lösungen, von Miniaturcomputern bis hin zu vollständig maßgeschneiderten integrierten Systemen, die Hard- und Software kombinieren. SECO bietet auch Clea an, eine proprietäre End-to-End IoT-AI-Analyse-Software-Suite, die auf SaaS-Basis zur Verfügung gestellt wird und es den Kunden ermöglicht, aufschlussreiche Daten von ihren Feldgeräten in Echtzeit zu sammeln. SECO beschäftigt weltweit fast 800 Mitarbeiter und verfügt über 5 Produktionsstätten, 9 F&E-Zentren und Vertriebsbüros in 9 Ländern. SECO beliefert mehr als 300 Blue-Chip-Kunden, die in ihren jeweiligen Bereichen führend sind, darunter Medizintechnik, Industrieautomation, Luft- und Raumfahrt und Verteidigung, Fitness, Verkaufsautomaten und viele andere Sektoren. Die F&E-Kapazitäten des SECO werden durch langjährige strategische Partnerschaften mit Technologiekonzernen und die Zusammenarbeit mit Universitäten, Forschungszentren und innovativen Start-ups weiter ausgebaut. Die soziale Verantwortung der Unternehmen ist Teil der Strategie des SECO, das verschiedene Massnahmen ergreift, um seinen ökologischen Fussabdruck zu verkleinern und seinen Einfluss auf die Menschen und lokalen Gemeinschaften zu verstärken.
Die Lagerung und Konditionierung von feuchtigkeitsempfindlichen Bauteilen ist ein wichtiger Bestandteil des Produktionsprozesses. Um die Zuverlässigkeit und Qualität seiner Produkte zu gewährleisten, nutzt SECO das Wissen und die Lagerlösungen von Totech. Um Bauteile und Leiterplatten unter den richtigen Bedingungen zu lagern, entschied sich SECO für einen Dry Room aus unserer SDR-Serie, eine maßgeschneiderte Lösung, die vor Ort beim Kunden montiert wird. Diese modularen Räume haben energieeffiziente isolierte Wände und eignen sich perfekt für die sichere Lagerung
100% konform mit ipc/jedec J-STD-033D, gleichbedeutend mit Dry Cabinet bei 5% RH, gleichbedeutend mit MBB mit unbegrenzter Haltbarkeit.
ROI erstellt durch Ing. ALESSANDRO SEVERI
Protonic entwickelt und produziert Elektronik für intelligente Maschinen und Geräte in verschiedenen Märkten. Gegründet 1972 als Unternehmen für industrielle Automatisierung, verlagerte sich der Schwerpunkt im Laufe der Jahre auf die Elektronik für die Steuerung einer Vielzahl von automatisierten Maschinen, Instrumenten und Geräten. Bei Protonic können Sie auf eine zuverlässige Beratung zählen, die auf einer umfangreichen Wissensbasis und langjähriger praktischer Erfahrung beruht. Protonic war eines der ersten Unternehmen in den Niederlanden, das von der DEKRA das ISO 9001-Zertifikat erhalten hat.
Protonic ist in der Lage, den gesamten Produktionsprozess abzuwickeln, von der Montage der Elektronikprodukte bis zum Versand der verpackten Produkte. Auf diese Weise kann das Unternehmen seinen Kunden nicht nur höchste Qualität, sondern auch einen Mehrwert durch zusätzliche Dienstleistungen bieten.
Die sichere Lagerung und Pflege von feuchtigkeitsempfindlichen Bauteilen und Leiterplatten sind ebenfalls wichtige Aspekte des Produktionsprozesses. Um die Zuverlässigkeit und Qualität ihrer Produkte zu gewährleisten, nutzt Protonic das Wissen und die Lagerlösungen von Totech. Um Bauteile und Leiterplatten unter den richtigen Bedingungen zu lagern, entschied sich Protonic für zwei begehbare Trockenräume aus unserer SDR-Serie. Diese modularen Gehäuse sind ideal für ihre Wagen mit Leiterplattengestellen. Die energieeffiziente, doppelwandig isolierte Stahlkonstruktion macht sie perfekt für die Trocknung bei 40-60°C
HS Elektronik Systeme, ein Unternehmen von Collins Aerospace mit mehr als hundert Mitarbeitern, ist ein Spezialist für Elektroniktechnologie mit über dreißig Jahren Erfahrung in der Luft- und Raumfahrtindustrie.
HS mit Sitz in Nördlingen, Deutschland, hat sich zu einem Weltmarktführer entwickelt. Zu seinen Produkten gehören derzeit Solid State Power Modules (SSPC) und Remote Power Distribution Units (RPDU). SSPCs sind programmierbare, wartungsfreie, steckbare Module für die elektrische Energieverteilung. Sie werden in verschiedenen Bereichen eines Flugzeugs eingesetzt, um Platz zu sparen, und decken Gleich- oder Wechselstromanwendungen zusammen mit digitalen und analogen Eingängen für die diskrete Datenerfassung und -verarbeitung ab. RPDUs enthalten mehrere SSPCs und können dezentral an einzelnen Punkten des Flugzeugs eingesetzt werden.²
Am Standort Nördlingen war bereits seit mehreren Jahren ein automatisiertes System eines Wettbewerbers im Einsatz. Als das Lager an eine Materialwirtschaftssoftware angeschlossen werden sollte, begann ein Evaluierungsprozess anderer auf dem Markt verfügbarer Systeme. Aufgrund der großen Erfahrung von Totech im Bereich der automatischen Trockenlagerung, insbesondere bei der Implementierung von Schnittstellen zu übergeordneten Systemen, fiel die Wahl schließlich auf Dry Tower.
Die Herausforderung bei Birkholz bestand darin, wie man den schnellen Wechsel zwischen den Komponenten bewältigen konnte. Durch die manuelle Handhabung gingen große Mengen an Zeit verloren. Mit dem Dry Tower hat Birkholz nun eine einfache und schnelle Möglichkeit, auf die benötigten Komponenten für einen bestimmten Produktionslauf zuzugreifen.
Prodrive Technologies ist in einer dynamischen Branche tätig, und die Herstellung von mehr als tausend verschiedenen Produkten pro Jahr erfordert eine flexible Automatisierung des Unternehmens. Während des gesamten Prozesses gibt es einen Echtzeit-Einblick in die Lage der Komponenten und den Status des Produktionsprozesses. Die Nutzung von Echtzeitinformationen zur Vorbereitung künftiger Produktionschargen führt nicht nur zu einer enormen Produktivitätssteigerung, sondern trägt auch zur Verkürzung der Produktvorlaufzeiten bei und erhöht die Flexibilität. Über 1.000 verschiedene Produkte können mit denselben automatisierten Prozessen bearbeitet werden. Die Installation des Dry Towers ist einer der automatisierten Prozesse, die zum Erfolg des Unternehmens beitragen. Die Fehlermarge wird durch eine Echtzeitkontrolle des MES und ERP eliminiert. Durch kontinuierliche Investitionen in intelligente Automatisierung und Produktivität ist die Einrichtung dieses Prozesses ein perfektes Beispiel dafür, wie man die Fabrik der Zukunft baut.