SECO develops and manufactures cutting-edge technological solutions, from miniaturized computers to fully customized integrated systems combining hardware and software. SECO also offers Clea, a proprietary end-to-end IoT-AI analytics software suite, made available on a SaaS basis, that allows clients to gather insightful data from their on-field devices in real time. SECO employs almost 800 people worldwide and operates through 5 production plants, 9 R&D hubs and sales offices in 9 countries. SECO serves more than 300 blue-chip customers which are leaders in their respective fields, including Medical, Industrial Automation, Aerospace & Defense, Fitness, Vending and many other sectors. SECO R&D capabilities are further enhanced by long-lasting strategic partnerships with tech giants and collaborations with universities, research centers, and innovative start-ups. Corporate social responsibility is part of the strategy of SECO, that undertakes several actions to reduce its environmental footprint and increase its impact on its people and local communities.
The storage and conditioning of moisture-sensitive components is important in the production process. To guarantee the reliability and quality of their products SECO uses the knowledge and storage solutions of Totech. To store components & PCB’s under the right conditions SECO chose a Dry Room from our SDR Series, this is a custom made solution that is assembled on the customer site. These modular rooms have energy efficient insulated walls and are perfect for safe storage <5%RH or drying <1% RH.
Learn more about Dry Rooms










Before the installation of the Dry Room at SECO in Italy, their complete MSL warehouse was vacuum sealed and stored in racks on the production floor. To save valuable time SECO was looking for a safe storage space solution to store all reels in a controlled way without having to seal them first. The solution must be able to hold all their racks and keep this environment <5% RH for safe storage.

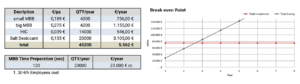
A Dry Storage Room, made to measure, to keep SECO’s MSL components in best conditions. Previously all MSL components were vacuum packed, which took a lot of time and attention, now they can be stored without packaging in the Dry room. The Return On Investment (ROI) of this project, according to SECO’s own calculations, will be way less than 3 years . This project is realized together with our Italian partner I-TRONIK.
Because Totech Dry Rooms guarantee the same conditions as the drying cabinets but with more space. Therefore they are easy to access and time efficient for certain processes. SECO no longer has to worry about the vacuum packaging for their components when stored in the production area.
Contact us about Dry Room possibilities100% compliant with ipc/jedec J-STD-033D equal to Dry Cabinet at 5% RH equivalent to MBB with unlimited shelf life.
ROI made by Ing. ALESSANDRO SEVERI